冲孔网板生产厂家专业定制各类样式孔径的冲孔网板
全国咨询热线:18121187219
热门关键词:






 品质 ·好货
品质 ·好货
质量保障/大量现货/支持定制
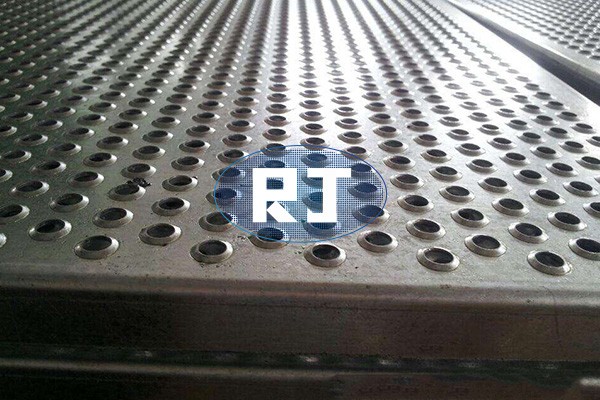
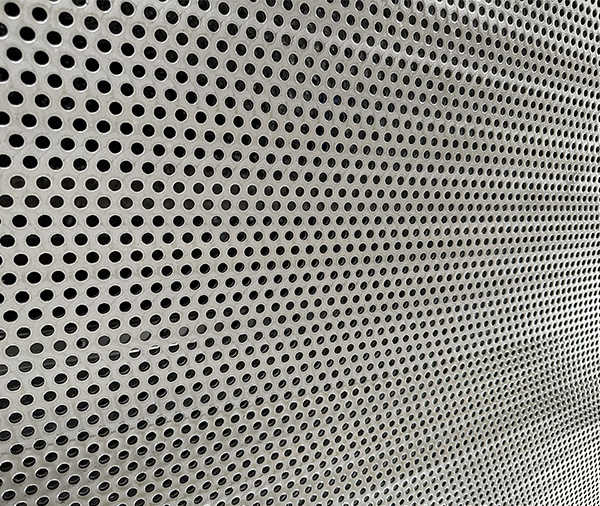
冲孔网材料铝合金是一种涉及铝的合金状态。它不仅指上述铝塑复合板材料,它可以与其他材料如塑料结合,也可以用于其他产品,如铝单板,铝蜂窝板,工业型材用品等。如有需要,欢迎免费咨询!
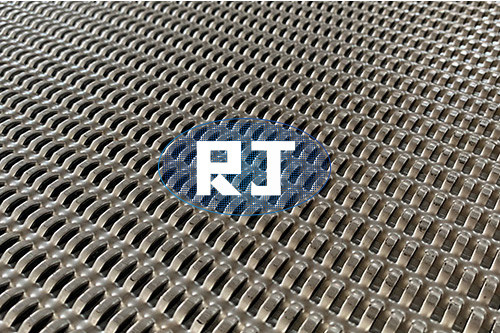
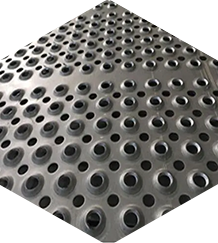
指甲孔冲孔网用于食品医药等机械设备分筛网,过滤网,装饰网,安全网。如有需要,欢迎免费咨询!
指甲孔冲孔网可用作食品医药等机械设备分筛网,过滤网,装饰网,安全网等等,材质主要为不锈钢,铁板,镀锌板,铝板。小孔径为1.5*2.5,特殊规格的产品需要定做,可来样来图为您加工,可也来料加工。如有需要,欢迎免费咨询!
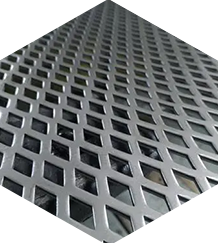
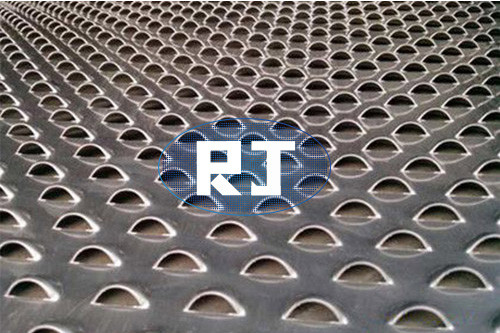
异形孔冲孔网板采用数控冲压、一次成型技术,保证了板材的刚性和硬度,花纹美观,具有美感。如有需要,欢迎免费咨询!
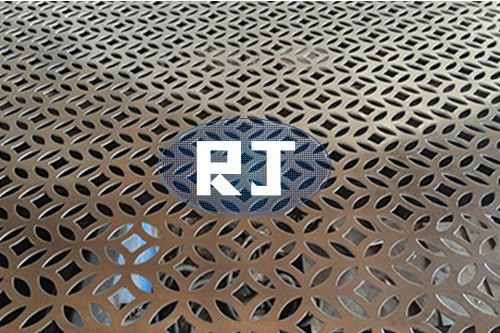
异形孔冲孔板采用好钢材,铸造好工艺,表面光洁,有较高的可塑性。如有需要,欢迎免费咨询!
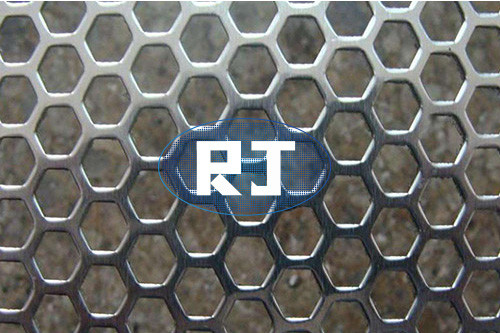
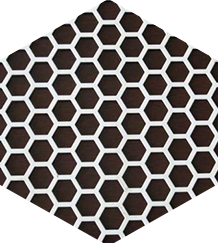
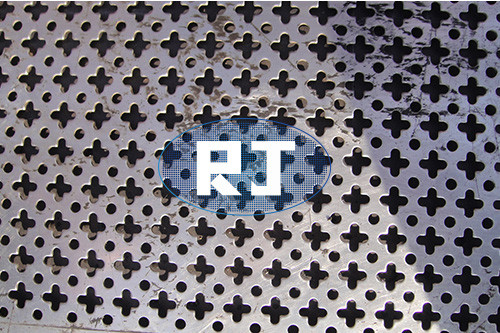
六角孔冲孔板用于隔音降噪用吸音板,精美装饰孔板,机械设备的防护罩,华丽的音箱网罩,渗水滤水滤网等。如有需要,欢迎免费咨询!


强生产

钻研发

重品质

精服务
18121187219
 聚焦 ·睿剑
聚焦 ·睿剑
睿剑带领您向“智造”迈进
冲孔网静电粉末喷涂的工艺流程:静电粉末由供粉体系借压缩气体汽体送进喷漆枪,在喷漆枪前面加上髙压静电发生器所产生的髙压,因为电弧放电,则在周边造成集中的正电荷,粉末状有抢嘴喷出来时,建立通电建筑涂料颗粒,它受静电的作用,被吸附到与其说极性相反的产品起来,伴随着粉末的增加,正电荷堆积也就越多,当达到一定
2024-12-02冲孔板加工方法是什么指在同一种材质上冲破不同形状的孔,可以满足不同的需求。可以用于穿越重生城区高速公路、铁路线、地铁等交通出行市政工程设备中的噪声管理天然屏障,也可用作工程建筑墙面、发电机房、厂房等噪音源的隔音吸音板。冲孔网板加工方法很多种,常见的冲压加工方法是什么单冲,即一次性完成冲压加工。依据孔
2024-09-09走进 · 睿剑
睿剑用心做好每个产品
上海睿剑冲孔网筛有限公司是一家专业加工各类金属冲孔网板的厂家,主要生产加工:冲孔板、冲孔网板、金属冲孔板、不锈钢冲孔板、声屏障冲孔板、冲孔吸音板、镀锌冲孔板、冲孔铝单板、冲孔板筛网、冲孔装饰板、304冲孔板、铝冲孔板、数控冲孔板、金属冲孔吸音板等一系列冲孔网产品。公司位于上海宝山沪太路8118号,占地面积4300平方米,交通十分便利。
冲孔板的孔牢固使用寿命长,用处广泛,主要用于土木建筑,机械设备的防护,工艺品制造,高档音箱网罩。也可用于建筑业、公路、桥梁做钢筋用,过滤筛分,座椅等等方面。
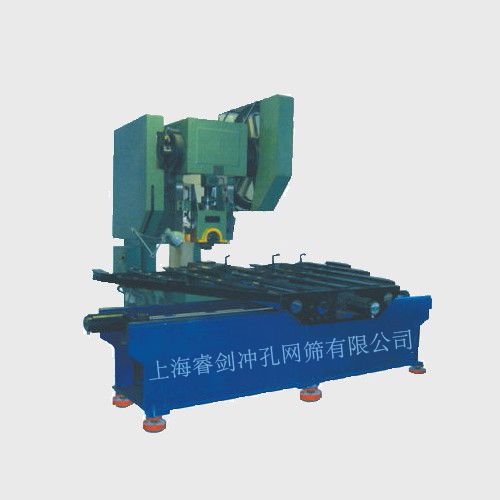
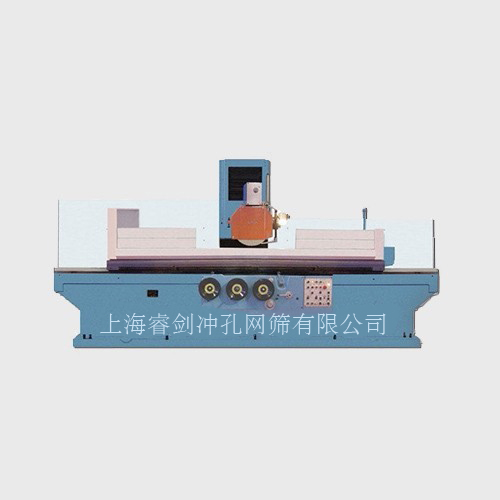
上海睿剑冲孔网筛有限公司拥有国内先进的电脑数控冲孔设备和各类轻型、中型、重型冲孔网机械20多套,及各类大型数控冲床60多台,数控剪板机、数控折弯机、喷塑流水线、大型数控转塔冲床,内外圆磨床、250T油压机、铣床、刨床、平面磨、车床、各类焊机等百余台套先进的机械加工设备。我公司可承接用户各种规格和不同材质的冲孔网板生产加工,您可以选择来料加工,来图加工,或者来样加工,只有您想不到的,没有我们做不到的。
上海睿剑冲孔网筛有限公司的诚信、实力和产品质量获得业界的认可。公司秉承“以质量求生存”的经营理念,以“精诚团结、勤勉进取、开拓创新、和谐共赢”为团队理念,走“科技创新,以人为本”的发展战略,愿与有意合作的客户和同仁携手合作,一起创造美好的明天。



微信二维码

手机站